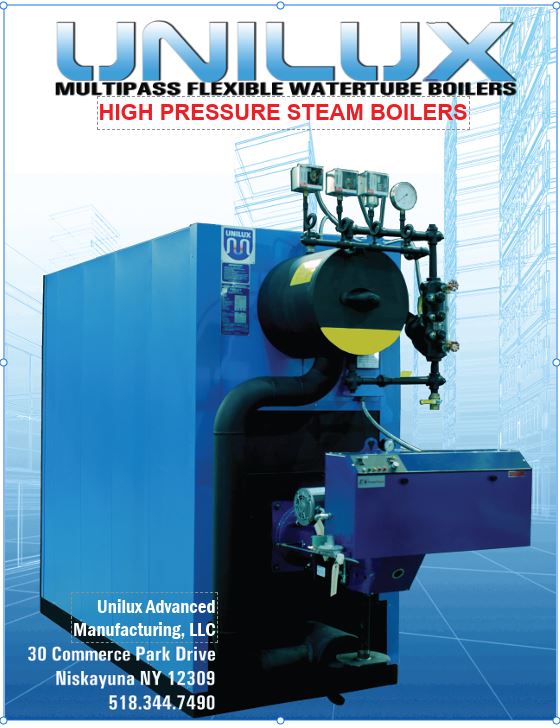
Unilux AM Boilers: Reliable Watertube Solutions for Commercial & Industrial Applications
Unilux AM (Advanced Manufacturing) boilers are high-performance watertube boilers engineered for demanding commercial and industrial use. They offer fast heat-up,